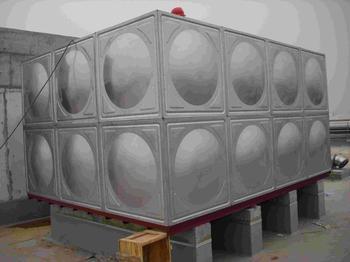

不锈钢水箱现场制作技术要求及参数:
1..给水箱焊缝,材料 以下根据本公司生产的冲压不锈钢板水箱技术参数编制,水箱及附件材料采用普通碳素钢板及型刚制作,E43XX型焊条焊接,其质量应分别符合现行标准《碳素结构钢》和《碳钢焊条》的规定。
满水实验
水箱制作完毕后,将水箱完全充满水,经2-3小时后,用重0.5-1.5千克的锤铅沿焊缝两侧约150毫米的地方轻敲,不漏水为合格。若发现有漏水的地方,须重新焊接,再进行实验。






玻璃钢水箱安装前准备
、在施工前,请按基础要求混凝土基础。 第二、在施工过程中要避免在水箱旁用火:进行焊接作业时,要采取保护措施,不要使火星溅着水箱板。 第三、为了保养检修方便及安全,在水箱周围必须留有一定的空间。
第四、玻璃钢模压板不要碰在尖角上,不要用工具等坚硬的东西敲打。
第五、安装水箱时箱体与墙体之间留出≥500mm的检修通道,地面与箱底≥500mm。
第六、土建施工时先做好支撑,玻璃钢水箱四周及箱体板块之间的连接缝应该落在支墩上。

不锈钢水箱的一些技术要求介绍
1 水箱应符合本标准的要求,并按规定的图纸要求和尺寸制造。
2 水箱焊接完毕后各坚固件不得有松动,各连接件不得有漏焊、不得有漏件现象。
3 水箱焊缝要饱满,水箱外层焊接表面要光滑、美观、无夹渣、无焊瘤、无气孔、无裂痕,焊接口不能有凹裂、分离现象,不得有割手现象。水箱内胆焊缝需进行抛光处理。同时应达到下表2所规定的焊接要求。
4 水箱的平底板应保持平整,变形度满足表3要求。
5 水箱顶部及人孔都必须满焊,质量要求同于4.3。
6 水箱的连接口都必须良好的焊接,同时尽量保持垂直,至少倾斜度不大于1°。
您好,欢迎莅临苏州横泾方圆,欢迎咨询...